





- 河北华桥减速机有限公司
- 联系人:刘经理
- 电话:0317-7340436
- 手机:15533786888
- 邮箱:hbhqjsj@sina.com
- 网址:www.hbhqjsj.net
- 地址:吴桥县开发区长江东与嵩山道交会处
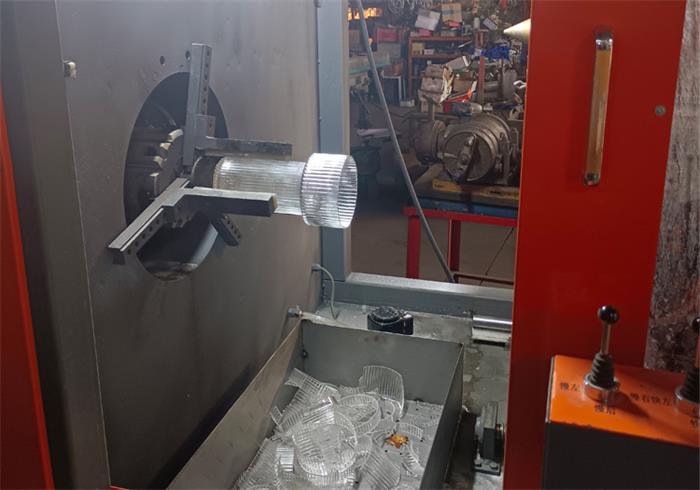
玻璃工艺品切磨抛自动化设备

01 设备概述
1、主要用途及使用范围;本设备主要用于玻璃工艺瓶口切割、磨角、平磨、抛光,是新型智能安全高效的玻璃工艺加工设备。第一个玻璃工艺瓶手动操作加工完成后,转换成自动模式,就可以自动实现手动加工的自动模式了。

2、使用环境条件;使用于海拔高度1000米以下,周围温度不高于+50℃、不低于-10℃。周围环境无腐蚀、环境整洁。
3、安全要求;设备接地,必须参照设备接地要求。设备正常使用时,玻璃门开启后内部自动断电,玻璃门关闭后进入工作状态。
02 设备参数
|
电源 |
380V 50HZ |
|
总功率 |
5.75kw |
|
中心高度 |
900mm |
|
外形尺寸 |
2550X1220X1750mm |
|
整机重量 |
2100kg |
|
气源压力 |
0.6-0.8mpa |
|
切割玻璃瓶直径 |
最大350mm |
|
切割玻璃瓶高度 |
最大500mm |

03 安装、调试
1、安装技术要求;设备安装在地面上,设备安装后必须水平,不得影响设备使用。
2、试运行前的准备、试运行;设备接电380V/50HZ,参照接电要求,设备必须接地。
设备接气,气源气压0.8mpa。
04 操作方法
开机操作要求:
1、旋钮【自动·手动】打到中间位置,点击【复位】、【归零】按钮,等待归零完毕后屏幕下方提示消失;
2、点击【开始】按钮,进入主机界面。
3、打开推拉门,踏下脚踏开关,把需要加工的工件放进卡盘内,松开脚踏开关,卡盘卡紧玻璃瓶后关闭推拉门;
4、根据要求选择需要的功能,旋钮【自动·手动】打到手动位置;
5、点击【启动】按钮,主电机带动工件旋转。

手动位置储存操作
切割工位位置储存:
(1)点击【切割工位】按钮,工位旋转到切割刀位置后,利用摇杆开关调节切刀至切割起点位置;
(2)按下【切割位置储存】按钮,向前推动慢速前进摇杆,工件切割完成后,松开摇杆,再次点击【切割位置储存】按钮,切割工位位置储存完毕,利用摇杆开关调节切刀至安全位置。
磨角工位位置储存:
(1)点击【磨角工位】按钮,工位旋转到磨角砂轮位置后,利用摇杆开关调节砂轮至内角倒角起点位置;
(2)按下【内角位置储存】按钮,向左推动慢速左移摇杆,内角倒角完成后,松开摇杆,再次点击【内角位置储存】按钮,内角工位位置储存完毕。
(3)利用摇杆开关调节砂轮至外角起点倒角位置;
(4)按下【外角位置储存】按钮,向左推动慢速左移摇杆,外角倒角完成后,松开摇杆,再次点击【外角位置储存】按钮,外角工位位置储存完毕,利用摇杆开关调节砂轮至安全位置。
平磨工位位置储存:
(1)点击【平磨工位】按钮,工位旋转到平磨轮片位置后,利用摇杆开关调节砂轮片至平磨起点位置;
(2)按下【平磨位置储存】按钮,向左推动慢速左移摇杆,平磨动作完成后,松开摇杆,再次点击【平磨位置储存】按钮,平磨工位位置储存完毕,利用摇杆开关调节砂轮片至安全位置。
抛光工位位置储存:
(1)点击【抛光工位】按钮,工位旋转到抛光轮片位置后,利用摇杆开关调节砂轮片至抛光起点位置;
(2)按下【抛光位置储存】按钮,向左推动慢速左移摇杆,抛光动作完成后,松开摇杆,再次点击【抛光位置储存】按钮,抛光工位位置储存完毕,利用摇杆开关调节砂轮片至安全位置。
自动操作;
旋钮【自动·手动】打到自动位置,点击【启动】按钮,自动程序运行,如出现故障或者有碎瓶现象,点击【停止】按钮或按下【急停】按钮停机。
04 停机操作要求
1、关闭急停,再落下总闸
2、关闭气源开关。
05 日常检查与维护
1、减速机检查;检查油位。是否有杂音。检查螺栓是否松动。
2、传动部位检查;导轨、丝杆是否缺油,要求每班检查一次是否缺油。
3、电机检查;听声音是否正常,有否杂音。
4、刹车片检查;检查磨损情况。
